


焊接实例

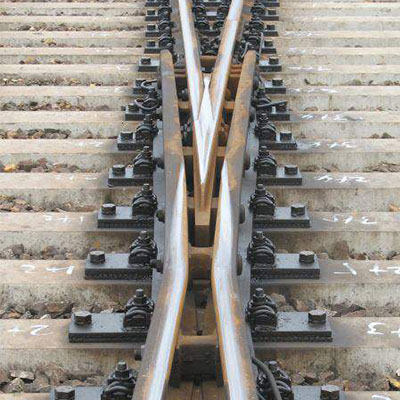
焊接实例1——贝尔辙叉磨损、掉块焊接修复

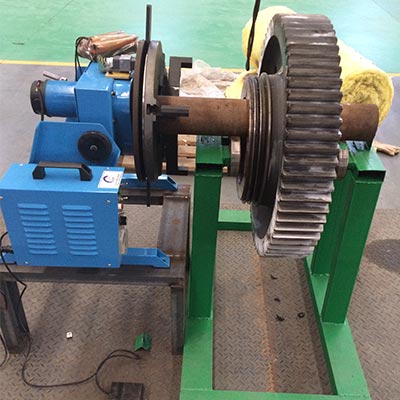
焊接实例2——机车牵引从动齿轮齿面剥离焊接修复

焊接实例3——U75钢轨擦伤、掉块焊接修复

焊接实例4——42CrMo中频淬火、渗氮曲轴碾瓦、拉伤、疲劳裂纹焊接修复

焊接实例5——内燃机车滚动抱轴箱体焊接修复(磁粉探伤无裂纹、无聚磁)

焊接示例6——从动齿轮内孔尺寸超差焊接修复

焊接实例7——牵引电机转子轴头拉伤焊接修复
上一篇: 铜及铜合金的焊接修复 下一篇: 超大、超厚铸铁件的现场焊接修复
请搜索 最新动态
焊接实例1——贝尔辙叉磨损、掉块焊接修复
焊接实例2——机车牵引从动齿轮齿面剥离焊接修复
焊接实例3——U75钢轨擦伤、掉块焊接修复
焊接实例4——42CrMo中频淬火、渗氮曲轴碾瓦、拉伤、疲劳裂纹焊接修复
焊接实例5——内燃机车滚动抱轴箱体焊接修复(磁粉探伤无裂纹、无聚磁)
焊接示例6——从动齿轮内孔尺寸超差焊接修复
焊接实例7——牵引电机转子轴头拉伤焊接修复


