

超大超厚铸铁工件现场修复
铸铁焊接仍作为一种重要的制作工艺广泛用于制造机床床身、齿轮和带轮、发动机底座、泵体、阀壳、锻锤框架及其它工业设备。镍和镍铁焊芯作为焊接的填充金属具有很可靠的冶金结合, 从而可在上述诸多领域的应用中用来焊接铸铁构件。
良好的焊前准备
- 去除夹杂物,焊工必须用打磨、切割或机加工的办法去除铸件待焊区域的表皮,漏出金属光泽。
- 铸铁中的石墨往往能吸收油和润滑剂,焊接前把铸件预热到371~ 537℃有助于解决这一问题,无论加热与否,如焊缝中存在气孔, 就要磨掉重焊。
使用合格焊工
- 铸铁焊接要求焊工严格遵循规定的焊接程序。雇用高技术水准并具有铸铁焊接经验的焊工, 才能获得最佳的焊接质量。
材料
- 按照AW S A 5. 15 有关铸铁用焊接材料
设备
- 根据铸铁焊接的特点,使用铸铁焊接专用电源有助于焊接质量和效率的提升。
工艺
- 良好的焊接工艺是铸铁焊接成功的重要因素。
- 一些铸铁的焊接修复可采用冷焊的方法, 不需预热也可成功。这取决于铸件的铸铁等级、形状、复杂程度、所用填充金属的成分、采用的焊接技术及焊工的技巧和经验。
环境
- 环境温度≥5°C,风速≤2m/s。
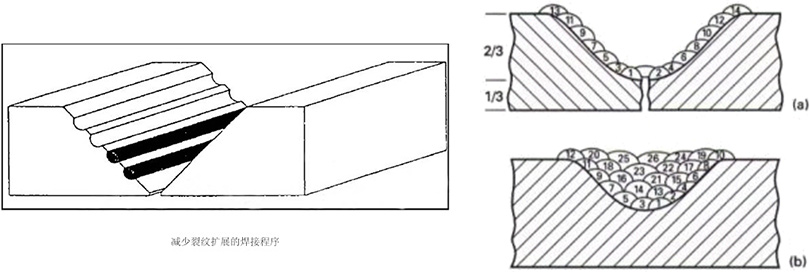
铸铁焊接一直是人们关注的难点问题,实际生产中常采用小电流快速焊,短段断续焊及焊后锤击等传统冷焊工艺。但是,用恒定的直流电流补焊,焊接电流的减小非常有限。如果电流过小,则电弧不稳且焊缝易产生未熔合等缺陷,而短段断续焊的焊接效率极低。
为此,我们通过大量的实验和研究,实现了在常温条件下铸铁件的连续补焊,焊后24小时后,对焊缝进行外观检查,未发现裂纹、气孔、夹渣等缺陷,水压试验可达8kg(2小时)。对焊缝进行着色检查,无焊接缺陷。完全满足使用要求。
以下是工艺结果:
白口及马氏体层平均宽度 mm
| 编号 | 焊材 | 焊接工艺 | 白口及马氏体层宽度 |
| 1 | NiFe | 层间冷却 | 0.17 |
| 2 | NiFe | 层间不冷 | 0.22 |
| 3 | NiFe | 传统工艺 | 0.28 |
| 4 | Ni | 传统工艺 | 0.24 |
接头宏观硬度测量结果如下表所示。熔合区硬度均在 HB200以下,满足机加工要求。与铸铁传统的补焊工艺相比,采用NiFe材料进行连续焊接,熔合区布氏硬度 比NiFe直流焊时低13%,比Ni低7%。显然,采用NiFe焊条脉冲电流焊接球墨铸铁是可行的,完全能够达到用Ni基材料焊接的质量,且可实现连续焊接,提高 补焊效率,补焊接头具备机械加工性。
接头宏观硬度
| 焊材编号 | 电流种类 | 层间冷却温度/℃ | 硬度HB | ||
| 焊缝 | 熔合区 | 目材 | |||
| NiFe | 特殊工艺 | <60 | 143 | 164 | 145 |
| 80-180 | 138 | 163 | 141 | ||
| NiFe | 传统工艺 | <60 | 145 | 189 | – |
| <60 | 146 | 177 | – | ||
铸铁知识点:
由于合金成分、冷却速率和热处理的不同, 可分成6 种组织和性能不同的铸铁, 这些性能也影响着铸铁的可焊性。
- 灰铸铁 因铸铁在模子里固化时形成细小、灰色、扁平的片状石墨而得名。它的韧性和塑性较结构钢低, 但膨胀系数小, 易于铸造, 强度要求不高, 但形状复杂的部件。它有很好的抗压强度, 在高振动条件下有上佳的表现。
- 球墨铸铁 它的硫、磷含量较灰铸铁少, 这有助于限制片状石墨, 促使球状石墨的形成, 从而增加了它的塑性和强度。球墨铸铁易于焊接, 所需预热温度比灰铸铁低。
- 蠕墨铸铁 就强度而言, 它介于灰铸铁和球墨铸铁之间, 由于片状石墨经变质、团聚, 从而使蠕墨铸铁在强度和可焊性方面比灰铸铁好, 但比球墨铸铁差。
- 白口铸铁 因其断口呈银白色而得名, 它的碳、硅含量较灰铸铁少。因其特别硬而脆, 不能焊接。
- 可锻铸铁 有白心和黑心两种, 其韧性较白口铸铁和灰铸铁高。黑心可锻铸铁的机械性能优于白心铸铁, 可用于输送机和汽车的零部件、发兰盘及农机零件。但只有白心铸铁是可焊的。
- 合金铸铁 它有含石墨和不含石墨两种形式, 不含石墨的合金铸铁的焊接极为困难。但通过精心控制的工艺, 用碳化铬填料可使其表面硬化, 含有石墨的合金铸铁的焊接性能取决于合金成分, 它们的可焊性相差很大。
下一篇: TopArc工艺




